Introduction
Lightweight concrete has successfully been used in the construction of medium-rise buildings, with results showing a significant level of satisfaction in the durability, safety, and serviceability of the structures (Shilstone 1994, p.1; Young, Mindess, Gray & Bentur 1998. P.34). Research has shown that the underlying properties of lightweight concrete make it suitable for the construction of medium-rise structures. According to Young, Mindess, Gray, and Bentur (1998, p.5), many of the physical properties such as low thermal strain and conductivity, high strength to density ratio, high resistance to impact and thermal shock, high tensile capacity, high fire resistance, and low permeability makes lightweight concrete a suitable choice for use in medium and high rise buildings.
Lightweight concrete has been in use since Roman times (The History of Concrete n.d, p.1). A study of the history of the use of lightweight concrete shows that lightweight concrete was used to construct a 3000 ft. longship known as Atlantus, which was launched in 1918 (Mindess, Young & Darwin 2002, p.3). The first concrete was produced in the USA in 1820. The concrete was produced using slag as the aggregate, with the first lightweight concrete manufactured in 1920 based on a lightweight aggregate called hydrate. Another area where lightweight concrete was used was to construct a 132 m long tanker using a type of concrete known as hydrate concrete (Mindess, Young & Darwin 2002 p.3). The performance of lightweight concrete was demonstrated in the excellent durability properties exhibited when used in the physically and chemically aggressive sea saltwater environment (Mindess, Young & Darwin 2002 p.3).
The use of lightweight concrete for the construction of medium-rise buildings is based on the excellent performance and quality of concrete that is suitable for such applications. Studies show that the properties of lightweight concrete influence the performance of the structures constructed using concrete. However, not all types of concrete are suitable for the purpose of making lightweight concrete structures (Limbachiya M C 2009, p. 1079). In that case, the quality of concrete is classified into different categories that are suitable for different structures because they possess a broad range of density and strength characteristics (Limbachiya M C 2009, p. 1079). This study undertakes to discover information on lightweight concrete and its suitability for use within the construction industry, especially in the construction of medium-rise buildings.
Aim
The aim of this report is to discover and explore information on lightweight concrete as well as identify the suitability of this material within the construction industry for structural applications.
Goals
- To understand how lightweight concrete can be used as a construction material in medium-rise buildings.
- Understanding types of the treatment process of lightweight concrete. When treating this material, it is important to consider the environmental impacts, costs, and the best methods used.
- Method of installation of lightweight concrete, including the design of the material and type of joints used (i.e. fixed joints, connections, etc.).
- Its applications in commercial, residential, and industrial buildings.
- Research different types of lightweight concrete that can be used for construction.
- To determine the suitability of lightweight concrete used in the construction industry. This may include; advantages, disadvantages, environmental impacts, structural load capacity, thermal properties, etc.
The main objective
The main objective is to understand the use of lightweight behavior of lightweight concrete and the aggregates used and how they influence its properties.
History
The history and use of lightweight concrete date back to the days of the Roman Empire when the first type of lightweight concretes was made using lightweight aggregates that consisted of Italian and Grecian pumice (Mindess, Young & Darwin 2002, p.23). The lightweight aggregate used in making lightweight concrete consisted of burned hydrated lime which was used in place of cement that was not available at the time. The structural performance of the lightweight concrete was known to be poor by reason of the material used to make the concrete (Mindess, Young & Darwin 2002, p.11). However, it is worth appreciating the first production of lightweight concrete that has many still existing structures up to today. Because of the structural weaknesses and other shortfalls in the concrete that was manufactured using the cementing materials of the time, new materials were later discovered in addition to the use of cement to produce lightweight cement that could accommodate the structural requirements demanded modern buildings.
It was in 1824 when Aspidin produced the first high-quality concrete using material that included pulverized siliceous materials and impure raw limestone intermixed in varying percentages and then heated at very high temperature produced by the use of coke and to produce clinkers which were then pulverized. At the time, cement had very poor binding strengths compared with the other materials that were used in the place of concrete (Mindess, Young & Darwin 2002, p.17). The cement and concrete produced using the process started by Aspidin were the first of their kind to possess the desired and comparable strength to the present-day concrete. The disadvantage with the concrete produced at the time by Aspidin was high density, use of a lot of rock and sand with the disadvantage of weight, the ability to yield easily to shear and compressive stress, and the relative softness of the concrete (Abor, Ferrier, Jacquelin & Hamelin 2006, p. 309).
Progressive improvements on the properties of lightweight concrete, the aggregates used, and improved production processes of concrete were experienced with time. The need for lower concrete weight, the discovery of new aggregate materials, reduced density, and the demand placed on the economy of constructing cheaper buildings contributed significantly to the improvement of the properties of lightweight concrete. The demand for lightweight concrete and materials suitable for constructing medium-rise buildings is critical in influencing the decision to make better types of lightweight concrete. Improved concrete results from the use of new types of treatment processes for lightweight concrete, new methods of installing the concrete, new types of design materials which have improved properties, the type of installation processes used, and the type of joints used to join the concrete contribution to the development of concrete with new properties (Mindess, Young & Darwin 2002 p.14).
By factoring practical knowledge on construction processes with the accompanying requirements and the challenges and problems associated with the construction of lightweight concrete and the need to use appropriate materials, it led to further research in the production of lightweight concrete (Mindess, Young & Darwin 2002 p.73).
Properties
The properties of lightweight concrete are investigated as follows.
Thermal properties of lightweight concrete
The Australian national building codes standards for the thermal properties of lightweight concrete are defined according to the National construction codes series which has been published in three volumes. Class one volume deals with concrete requirements for the class 2 to 9 buildings, class two-volume deals with the class 1 to 10 buildings, and class three-volume deal with the requirements for drainage and plumbing for buildings. The codes define the requirements and form the basis for studying the properties of lightweight concrete required for the construction of medium-rise buildings according to the published volumes and detailed requirements.
The thermal properties of lightweight concrete have to be determined because the thermal environment under which the lightweight concrete is used varies from one period to the other (Limbachiya 2009, p.2). Determining the thermal properties of the concrete reveals the behavior of the lightweight concrete at elevated temperatures. Typically, when concrete is exposed to high temperatures, the chemical and physical properties get modified. Studies indicate that when the temperature of the concrete is increased to 1500 centigrade, the loss of water that is chemically bound as a hydrate in the concrete occurs. Such a loss increases until the optimal temperature of 2700 centigrade is reached, when the loss reaches its peak (Mouli & Khelafi 2008, p.34). Studies by Ke, Beaucour, Ortola, Dumontet & Cabrillac (2009, p. 2821) on the behavior of lightweight concrete at optimal temperatures show that the thermal conductivity and mechanical properties of lightweight concrete get modified at high temperatures and that impacts adversely on the properties of the concrete. At high temperatures, lightweight concrete begins to show micro-cracks with some expansion beginning to happen. At higher temperatures, the constituent aggregates begin to decompose into their original components. The result is concrete with poor thermal properties and mechanical strengths. A factor such as spalling occurs, leading to the collapse of a structure (Tommy, Tang & Cui 2007, p.3).
Physical properties
Determining the physical properties of lightweight concrete is important because the properties enable the architect to determine the suitability of the concrete for use in the construction of medium-rise buildings. The properties to investigate include the relative density of concrete, water absorption, and bulk relative densities. Many experimental studies have been conducted to determine the physical properties of lightweight concrete which is used in the construction industry (Valum 1995, p.4).
Density
Research results on experimental studies to determine the density of lightweight concrete, which is one of the critical physical properties of the concrete used in the construction of medium-rise buildings, have been done with a lot of information obtained. According to the studies, it has been shown that the density of lightweight concrete can be modified by using different materials during the production process. Mixing different materials lowers to a significant extent the density of the lightweight concrete because of the low specific gravity of the materials used. An example is the use of glass as one of the aggregate materials that have a specific gravity of 2.52, which is less than that of naturally occurring sand with a specific gravity of 2.65. A general observation made for the density of lightweight shows that a general decrease in density occurs when the concrete has been cured for 28 days. The explanation for that is because of the absorption of water which increased the hydration rates, the expulsion of water from the concrete pores when a fall in the ambient humidity occurs, and the interlayer water that persists between some crystals used on the production of the lightweight concrete.
Comprehensive strength
The comprehensive strength of the lightweight concrete has been shown through experimental studies to possess higher compressive strength than normal concrete (Ganesh & Dinakar 2006, p.2). It has been shown that the comprehensive strength of the aggregate lightweight concrete is 11% greater than the comprehensive strength of normal concrete. One of the materials used in one of the studies to determine the comprehensive strength of lightweight concrete and the effects aggregates have on the mechanical properties and behavior of the materials is metakaolin (Ganesh & Dinakar 2006, p.2). Metakaolin has a high content of high silica content which reacts with calcium hydroxide generated in the hydration process. In the study, it was observed that the comprehensive strength of the resulting materials was improved significantly when compared with the comprehensive strength of normal concrete (Ganesh & Dinakar 2006, p.2).
In conclusion, the comprehensive strength of lightweight concrete is influenced by a number of parameters which include the ratio of the aggregates used in the concrete and the physical and chemical properties of the aggregates.
Splitting tensile strength
An increase in the comprehensive strength of the lightweight concrete has been shown to directly influence the splitting tensile strength of the concrete. The splitting tensile strength and compressive strength are directly proportional to each other. When the comprehensive strength of the lightweight concrete is increased, studies show that the splitting tensile strength also increases (Ganesh & Dinakar 2006, p.22). Typically, the use of different proportions of aggregate materials in the production of lightweight concrete contributes significantly to the observed behavior of the concrete in exhibiting the splitting tensile strength characteristics (Maraghechi, Shafaatian, Fischer & Rajabipour 2012, p.45).
Stress-strain behavior
The stress-strain behavior of the lightweight concrete is also influenced by the properties of the aggregates used in the production of lightweight concrete suitable for the construction of medium-rise buildings (Ganesh & Dinakar 2006, p.12). In context, the values of the vertical and lateral strains and the values of the corresponding stresses are influenced by the properties of the aggregate concrete used to make the lightweight concrete (Maraghechi, Shafaatian, Fischer & Rajabipour 2012, p.5).
Water absorption
Another of the properties is water absorption. Water absorption is a critical factor to consider when making lightweight concrete (Jensen & Hansen 2001, p.34). That is because the ability of the lightweight concrete to absorb water makes the hydration process continue effectively. In addition, it enables designers to take corrective actions to control the amount of water absorbed by the concrete. The capacity to absorb water enables designers to determine the effective absorption ratio of water by the concrete in use (Jensen & Hansen 2001, p.34). The engineering properties that make lightweight concrete suitable for the construction of medium-rise buildings are discussed below.
Research has shown that hydraulic concrete which is structurally lightweight is mostly used in the construction of medium-rise buildings (Noordin 2000, p.45). Structural lightweight concrete in this case is made with aggregates that are of low density, making the concrete have an air density ratio of less than 115 lb/ft3 after it has been cured for 28 days. Investigations show a significant difference in the density of fresh lightweight concrete and the density of the concrete when it has been cured. It is important to note that the aggregates that are combined with concrete to enable the lightweight concrete to develop the properties it exhibits must be combined with the concrete in certain rations. The aggregates come pre-prepared for the purpose of enhancing the properties of concrete (Jensen & Hansen 2001, p.34).
Durability
Buildings are usually subjected to aggressive chemical attacks from ground or rainwater, which create an enabling environment for chemical reactions to take place. Most of the reactions involve pollutants from the air and particularly sulfate compounds (Shilstone 1994, p.1; Young, Mindess, Gray & Bentur 1998. P.134). Research has shown that lightweight concrete is highly vulnerable to chemical attacks involving the substances identified above because of the porosity level of the concrete compared with normal concrete (Limbachiya 2009, p.3). The durability characteristics of lightweight concrete have been studied and results show that air-dry non-air-entrained and presoaked aggregates concretes show better performance and durability in freeze/thaw conditions. It is critical for lightweight concrete to possess properties that are appropriate for resisting the corrosive nature and attacks from the chemicals in the environment (Paulo, Ana & Fernando 2010, p.45). The properties include durability in the context of salt thawing and freezing and thawing, particularly when the lightweight concrete is used in horizontal structures, exposed columns. In this case, the percentage of dynamic modulus of elasticity should be sufficiently retained. Research has shown that the permeability of lightweight concrete is reduced when normal-weight aggregates are used instead of fine aggregates. In addition, other factors that contribute to the low permeability of concrete are a low water-cement paste ratio, a high quality of aggregate zones at the interfaces with the cement paste, and continuing hydration of the lightweight concrete (Paulo, Ana & Fernando 2010, p.9).
Different materials can be added during the production process of lightweight concrete to enhance the durability of the concrete. Research studies have shown that when metakaolin is made one of the aggregate materials in the production of lightweight concrete, the durability of the resulting concrete improves significantly. Some of the effects include resisting the effects of high temperatures when the concrete has been exposed to a strong source of heat. According to Maraghechi, Shafaatian, Fischer & Rajabipour (2012, p.56), experimental studies show that an increase of metakaolin by only 10% when compared with normal lightweight concrete shows that normal lightweight concrete, when subjected to high temperatures, exhibits failure because of severe cracking. Other materials used as aggregates in the production of lightweight concrete exhibit different behaviors according to the properties of the materials used.
In conclusion, it shows that the thermal insulating properties of the lightweight concrete can be modified to suit the environment in which the concrete is to be used.
Composition of Lightweight Concrete
Many variables are involved when deciding the right composition of the constituent elements that make lightweight concrete. Typically, the amount of aggregates included in the concrete is determined by the type of materials used to make the aggregates and the desired mechanical and chemical properties. In addition, the weight of the aggregate, the size of the individual particles, the air entrapped within the aggregate materials, and the concrete are used to determine to a significant extent the appropriate composition by volume of the weight of the concrete made for each of the specific purposes in the construction industry (Ke, Beaucour, Ortola, Dumontet & Cabrillac 2009, p. 2821).
It is critical to ensure the materials used in combination with water and Portland cement provide the concrete with the appropriate thermal properties, improved mechanical properties, and are less costly for use in the construction industry.
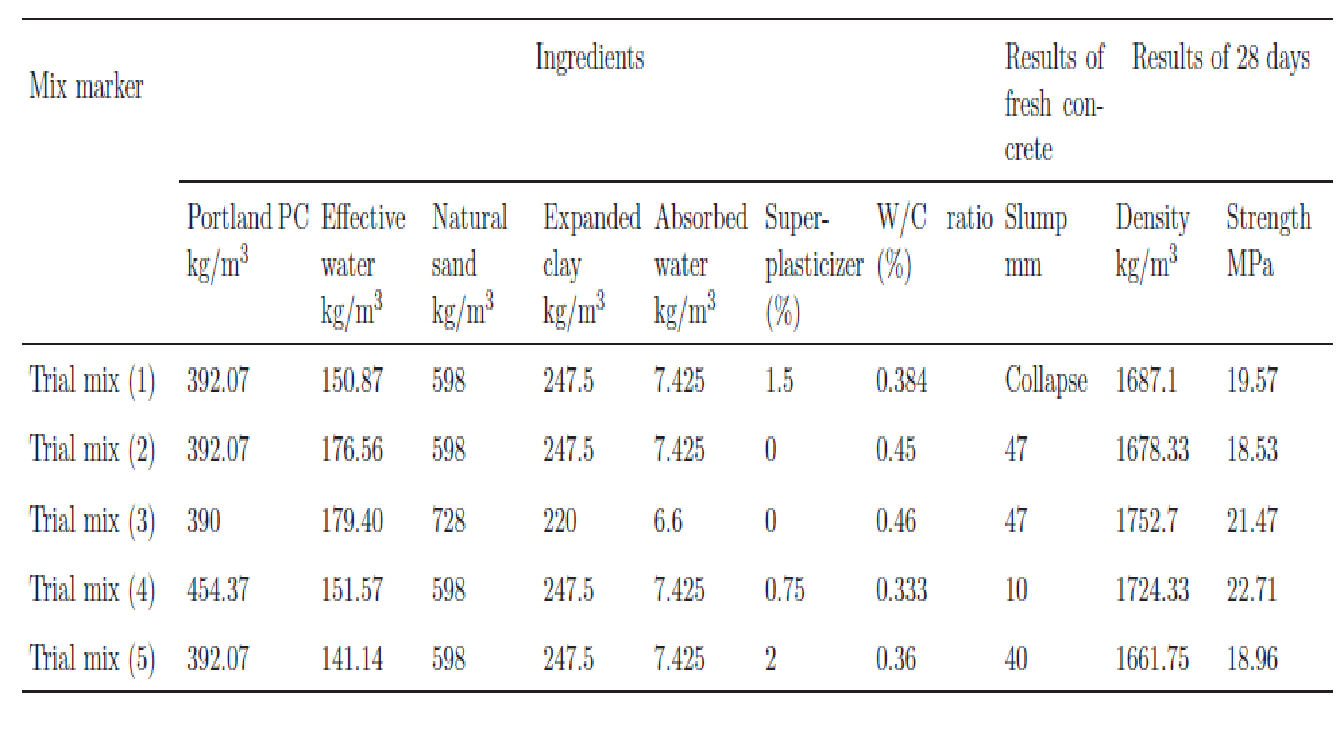
A typical study consisting of the aggregates mixed by volume in the quantities specified based on the mathematical equations mentioned above. A study involving the use of a trial mix of ingredients shown in the table below was done to make lightweight concrete and study its properties.
Water
The water used in the preparation of lightweight concrete should have a balanced PH with non-organic salts to be suitable for use. Studies show that lightweight concrete has higher absorption rates for water compared with normal concrete. In addition, the use of lightweight aggregates makes the absorption of rate for the water of the lightweight concrete higher (Abor, Ferrier, Jacquelin & Hamelin 2006, p.2). Typically, the differences in the absorption rates are because of the quality of the matrix mix and have been shown to be strongly time-dependent. In addition, the aggregate type and the size of the particles used to make lightweight concrete determine to a significant extent the water absorption rates. Typically, the water rate varies between slow, continuous, and rapid. Research has established that the absorption rate is critically in the range of 15% under 24 hours and 12% in three minutes.
Aggregates
Research shows that aggregates are essential components in the production of lightweight concrete. Aggregates are generally cheaper when compared with the price of cement and have a greater volume and durability for lightweight concrete. The density of the resulting lightweight concrete can be modified by using differently sized concrete particles. The physical and chemical properties of the aggregates influence to a significant extent the properties of the lightweight concrete.
It is therefore important to use appropriate aggregates to create the right composition of lightweight cement, which is critical in the construction of medium-rise buildings. Appropriate aggregates offer many advantages in weight, economy, durability, performance, cost savings, lower dead loads, longer lifespans, improved seismic structural strength, and insulation properties (Barbhuiya, Gbagbo, Russell & Basheer 2009 p.34). A variety of aggregates for lightweight concrete exist from which to select the most appropriate for the type of concrete to make. The importance of using the right kind of aggregates depends on the type and performance of the concrete required and its application.
The percentage composition of the aggregates strongly influences the strength of the concrete, its economic value, and its properties. Research has established that coarse aggregates occupy approximately 85% of the mass and 75% by volume (Barbhuiya, Gbagbo, Russell & Basheer 2009, p.34). In addition to the aggregates constituted in the concrete, it is common practice to include crushed stones or natural sand with particles as small as 5 mm. on the other hand, the coarse aggregate used in the preparation of lightweight concrete consist of gravel and a combination of other materials that are not suitable for medium-rise buildings (Bamforth 1987, p.4). Different lightweight aggregate materials manufactured and available in the market include Recycled Concrete Aggregate (RCA) which is commercially available in Australia, Reclaimed Asphalt, Pavement (RAP), Recycled Concrete and Masonry (RCM) in commercial quantities in the Australian market, Reclaimed Aggregate (RA), and Flashag (Barbhuiya, Gbagbo, Russell & Basheer 2009 p.34).
It is important for the construction of medium-rise buildings to note that aggregates exist in two forms. They exist as natural and artificial and natural aggregates and can be classified according to size. The sizes include coarse aggregates, fine aggregates, single-size aggregates, and all in aggregates. The aggregates can also be classified according to shape. The classes include irregular aggregates, rounded aggregates, angular aggregates, and elongated aggregates. It is important when making lightweight concrete to classify the aggregates used according to the unit weight. That includes classification according to bloated clay, heavyweight aggregates, normal weight aggregates, and lightweight aggregates.
Insulating properties
The need for better insulation as one of the requirements for energy conservation in the construction of medium-rise buildings necessitates the construction engineer to study and select the most appropriate materials to achieve the objective. Typically, when the right insulating materials have been used, the longer-term energy consumption is reduced (Singh, Pant & Pant 2006 p.30).
During the production of lightweight concrete, aggregates are mixed with cement and water to produce the concrete in an endothermic reaction. The resulting mixture is made of a void porosity part and a solid part. The porosity part is made of other materials with pores to accommodate air, which allows the movement of moisture to occur within the concrete system. In addition, other substances used to make the concrete allow for the migration of water and air, making the transfer of heat because of the movements possible. The properties of the materials used in the production of lightweight concrete strongly influence the insulating properties of the lightweight concrete to a significant extent (Singh, Pant & Pant 2006 p.30).
Experimental research has shown that the insulating properties of lightweight concrete are influenced by the constituent aggregates used to make the lightweight concrete. In addition, the type of material and the size of the particles mixed with the cement to make the lightweight concrete determine the insulating properties of the resulting concrete (Bamforth 1987, p.34). A typical study involving the use of crumb rubber ground into a fine powder and mixed to make lightweight concrete was used. In the setup, the use of crumb rubber was to enhance the thermal properties of concrete by reducing the water absorption properties and decreasing the density of the concrete. That is because the parameters that affect the insulating properties of the materials include the density of the material, the value of the thermal conductivity of the material, the moisture content and the moisture retention capabilities of the material, and the thermal conductivity of the concrete materials. In theory, the thermal conductivity and the density of the material are directly proportional.
Other factors that influence the insulating properties of lightweight concrete include the type and classification of the concrete. Lightweight concrete can be classified into two categories based on its composition (Bentz, Pietro & Roberts 2005, p.45). The first category is cellular concrete which consists of air voids and the second category is the aggregate concrete that is made from expanded perlite or vermiculite that is made through the oven drying process. Studies show that the lightest category of lightweight concrete provides better insulating characteristics compared with the heavier category. However, when selecting the right concrete to use in the construction of medium-rise buildings, it is important to consider other factors such as the mechanical properties of the lightweight concrete (Bentz, Pietro & Roberts 2005 p.45).
Some Concrete properties to consider
Perlite concrete
This type of concrete is appropriate for curved or slopping surfaces. It is made by crushing and expanding the Perlite particles then mixed with cement and other materials to make the lightweight concrete. The physical properties of the concrete are influenced by the dry density of the material which also influences its specifications for use in the construction industry. The density of the concrete falls within the recommended specifications for the construction of medium-rise buildings and in the provision of insulating services (Green 2009, p.3).
Expanded polystyrene bead concrete
This type of concrete can be processed to the nominal density of 1 pound per cubic foot and has been identified to be appropriate for making lightweight concrete. The beads consist of both types of Portland cement and are capable of retaining some air and water within their pores. Research shows that the material can be used along with sand and other materials to enhance the properties of the resulting concrete. Experimental studies on the fire resistance characteristics show that the lightweight concrete made from expanded polystyrene bead concrete has a significant resistance to the burning effects of fire (Green 2009, p.3).
Cellular concrete
This type of concrete is most appropriate for use in providing fire insulating capabilities. Experimental results have shown that the concrete is completely incombustible because it has a very high fire rating. Results “show that the fire rating for a concrete block of 8 inches is 8 hours and has additional workability benefits because it can be worked on like wood” (Green 2009, p.3). Because of the high fire rating value of the concrete and workability properties, the product is of much interest to architectural designers and engineers. In context, the product has discrete macroscopic cells that are distributed uniformly within the body of the material, giving it the fire-resistant properties required for insulation purposes (Green 2009, p.3).
There are two methods used in the production of concrete. One method uses high-speed mixing of the aggregates, water, cement, and the foaming agent. The use of a high-speed method of mixing the ingredients makes the concrete develop foam so that it can create and retain pores for the purpose of enhancing the insulating capabilities of the material. The other method uses preformed aqueous foam which is then mixed with the aggregates and cement and water under controlled conditions to ensure the concrete hydrates correctly. In this case, the foam that is used in the manufacture of the concrete is made by blending foam concentrate with water, foam, and air in a foam generator and supplied to the mixing chamber as per the required proportions to make the concrete.
Manufacture and production process
The production and manufacture of lightweight concrete should be consistent with the Australian standards appropriate for the construction of medium-rise buildings. It is crucial for the production of lightweight concrete to be done according to the manufacturing best practices based on the quality assurance program described below. In addition, it is important for everyone working in the production of lightweight concrete to understand the specific manufacturing program used in the production process. One of the requirements is to identify the quality and consistency of raw materials which are extremely important in the production process. In addition, it is crucial for the materials to adhere to Australian quality standards and specifications. In addition, the performance of the materials in the production environment is of utmost importance.
The Quality Assurance Program
Cement is one of the most important components to consider in the manufacturing process. The cement forms the basic components for making concrete because it forms the basis for holding the constituent substances that make up the concrete together (Ismail & Al-Hashmi 2009, p3). The cement should meet the minimum requirements for quality purposes because the mixture is produced based on varying regional needs and according to the equipment available and materials used in the production process.
On the other hand, the aggregates used in the production of concrete should meet the Australian standards for producing lightweight concrete. The performance characteristics desired for the manufacture of lightweight concrete should be used as the basis for deciding the properties of the aggregates used in the production of the concrete. It is important to note that different types of aggregates are used and vary by regional requirements and varying degrees of gradation, absorption, density, hardness, color, and strength (Zia, Leming, Ahmad, Schemmel, Elliott & Naaman 1993, p.4). Finer aggregates have the advantage of leaning out the cement used in the production of lightweight concrete and play a critical role in the properties and performance of the lightweight concrete that is manufactured. The type and number of aggregates blended into the lightweight concrete depend on the performance requirements of the resulting lightweight concrete. In most cases, many manufacturers have the ability to include more than three aggregates into one concrete mixture. Research shows that the number of aggregates used in the manufacture of lightweight concrete enables manufacturers to produce concrete with properties that are not influenced by the properties of one type of aggregate. It is important to ensure, during the production process that the moisture content remains consistent with standard requirements for lightweight concrete that is used in the construction of medium-rise buildings. In addition, it is important to monitor and regulate the moisture content in the aggregates used in the production of lightweight concrete (Hossain 2008, p.34).
Water forms the main aggregate used in the production of lightweight concrete because it provides the appropriate environment for making the concrete mixture. When the production process reaches the water dispensation phase, it is important for the accurate introduction of water to be done in the mixing vessel (Jensen & Hansen 2001, p. 3). Accurate dispensation of water is important even if the mixture looks dry the right water concrete ratio should be maintained.
Other materials involved in the production process include admixture. Admixtures should be provided depending on the requirements for the production of the lightweight concrete required for the construction of medium-rise buildings. It is important to formulate admixtures that enable the production of the required concrete using plasticizing admixtures which enhance the strength, density, production, and durability of the resulting concrete (Valum, Nilsskog 1999, p4).
Admixtures are important because they accelerate the initial et of the lightweight concrete, increase the strength of the concrete, improve the workability, retard the initial set of the lightweight concrete during the production phases, decrease capillarity, reduce segregation in grout mixture, improve the penetration of the concrete, and improve the workability of the concrete.
Making the mixture
In most concrete production environments, the equipment used for the production of concrete has already been set up. Different manufacturers approach the problem of creating and mixing the contents differently. To optimize the production process of the lightweight concrete, most manufacturers consider the option of providing the mixtures of batch materials using the weight instead of the volume factor (Khatib & Bayomy 1999, p.3). The ranges of the contents of the mixtures should be in accordance with the Australian standards and specifications for the production of lightweight concrete. It is important at this stage to consider other supplemental cementitious materials that other manufacturers have employed in the production of lightweight concrete. Such materials that have been used include slag, silica, and fly ash to improve the properties of the resulting mixture (Ke, Beaucour, Ortola, Dumontet & Cabrillac 2009, p.3).
The fit of the aggregates used in the production of lightweight concrete provides the constructor with the advantage of using less cement to concrete to fill the gaps created at the joints.
It is important to ensure the production process is inconsistent with the Australian standard requirements in the production of lightweight concrete. The quality program demands that the production equipment is checked on a regular basis to ensure the accuracy of the final product. Of critical importance in the regulation of the moisture content in the resulting concrete (Valum, Nilsskog 1999, p.6). Research shows maintaining the moisture content at the required level is a very difficult task. According to Yingling, Mullings, and Gaynor (1992, p.90), the amount of water in the aggregates strongly influences the amount of water/cement level, the chipping level, durability, and density of the resulting mixture. Other factors to consider include the moisture content contributed by the aggregates and the amount of free moisture in the mixture. Free moisture means the amount of moisture that the aggregate cannot absorb, which is above or below the absorption value of the aggregate material (Kerkhoff & Siebel 2001, p.3).
One of the factors to take into consideration is the ability of the materials used during the production process to mix the concrete thoroughly. A homogeneous mixture is capable of providing concrete with appropriate properties suitable for concrete that is used in the construction of medium-rise buildings. The mixing equipment wears with time and usage, and should therefore be inspected regularly to ensure efficient and effective production takes place. Suggestions on the most appropriate methods of determining the most combination of concrete and aggregate mixtures are to use the unit weight methods. On the other hand, scrapping one unit produced into a container and determining experimentally the density of the mixtures can be used to check the accuracy of the contents.
The curing of the lightweight concrete that has been produced is very important because if poorly cured, the concrete can lose up to 50% of its strength. In addition, some of the properties of the resulting concrete can be modified and become inappropriate for use in the construction of medium-rise buildings. In theory and practice, the main purpose of curing is to facilitate the hydration of the concrete by preventing the loss of moisture during the curing process (Ghobarah & Said 2001, p.39). Research has shown that increasing the temperature of the concrete mixture increases the rate at which the concrete gains strength and reduces the setting period.
One of the most commonly used methods of setting concrete is steaming. Steam is used because it provides a ready supply of steam and heat required for the setting process. It is important for the curing to be done with a lot of care because if steaming is done prematurely, it leads to the case hardening. A good rule thumb is that the temperature rise of steam supplied on an hourly basis in the concrete to ensure effective curing. When the equilibrium condition is attained, steam should be turned off to allow the concrete to cool under controlled conditions (Kerkhoff & Siebel 2001, p.3).
Another method used for curing concrete is the ponding process. Ponding is where water is maintained in a pond around the concrete blocks that are immersed in a bath of water (Kovler & Jensen 2005, p.23). The method enables the concrete to maintain the required amount of water at a uniform temperature. To prevent thermal stress from occurring, the concrete is kept at a temperature of 110C. The disadvantage with the method is that it is labor-intensive and is only appropriate for small amounts of work (Bentz, Pietro & Roberts 2005, p.34).
Another method that can be used for curing is the impervious curing method. In this case, two impervious sheets of kraft paper are used by being held together using adhesives that are reinforced with fiber. According to studies by Kovler & Jensen (2005, p.23), the impervious curing method is excellent for curing concrete in horizontal surfaces because the method does not require the regular addition of water. The impervious sheets provide an excellent environment for the hydration of the concrete. When using this method, it is important to thoroughly wet the concrete when the concrete and the edges of the concrete should be covered with 150 mm overlap to ensure effective curing occurs. Other methods that can be investigated include the use of plastic sheets, fogging and sprinkling, internal moisture curing, and the use of insulating blankets or covers.
It is important to identify the environment the lightweight concrete is to be used because lightweight concrete does not do well in oven-dry environments. That calls for structural designers to consider the equilibrium density when creating structural designs where the concrete is to be used. Equilibrium density is a situation where lightweight concrete retains moisture in its structure. The rationale for using equilibrium density is because it is a standard value that structural engineers factor as being representative of the equilibrium density of the lightweight concrete and is defined in the ASTMC 567 which can be calculated from the variables obtained from proportions used to make the concrete (Kim, Choi & Lachemi 2010, p.34). It is important for the structural designer to create the appropriate cement water and coarse material composition that is acceptable in the field based on values obtained from fresh concrete calculated based on the STM C 138 standard requirement. The standard requirement for equilibrium density concrete is 3 to 8 lb/ ft 3(50 to130 kg/m3). It is important also for the structural engineer to ensure that the lightweight aggregates for the lightweight concrete adhere to the ASTM Specification C 330, with the weight of the dry aggregate being in the range of 5% to 20% by weight.
The production process of lightweight concrete should be consistent with the requirements to meet the properties appropriate for the construction of medium-rise buildings. Such concrete can be produced using base materials which include lightweight aggregates which, when combined with cement produce concrete that has reduced dead loads, reduced reinforcements, high thermal insulation, and enhanced fire resistance. A type of concrete manufactured and used in Australia is Faom Lite. Foam Lite is a premixed and prepackaged material made from Portland cement used as an aggregate of expanded polystyrene beads. To ensure the concrete has a low density with an appropriate strength, research has shown that it is recommended to use expanded polystyrene beads which perform better than mixing cement and sand together to create lightweight concrete (Kovler & Jensen, 2005, p.34).
Particle size and the Rheological properties
The Rheological Properties of lightweight concrete are defined as the rate of deformation of the lightweight concrete by the deforming forces that act on it. Rheological properties apply to lightweight concrete because it is composed of many aggregate particles with different properties. In the context of the material properties of the lightweight concrete being produced, the hierarchical structure and separation of the particles are influenced by the mix-proportion conditions, the size of the aggregate particles, and the divergence of the particles. The particle segregation becomes big when the particles are bigger in size. On the other hand, when the particles are small, the particles become evenly distributed. A critical analysis of the conditions that influence the usage amount of cement in making the lightweight concrete shows that when the particle sizes are decreased, the surface area of the particles increases causing an increase in the amount of cement used. However, such a condition is not suitable for the lightweight concrete being produced. In such an environment, the particle size recommended should be between 5 mm and 20 mm for optimal results (Bamforth 1987, p.13).
Different substances have a strong influence on the rheological properties of the lightweight concrete being produced. It is therefore important to make an accurate and informed selection of the materials used in the production of lightweight concrete. In the production process, it is crucial for the mixing time to be properly and to use the correct amount of water to ensure the best substance is made.
Once a dry mixture of polystyrene beads has been made, the lightweight concrete is created by mixing the dry powder with water and cement to allow for a chemical reaction to take place during the hydration process of the water from the mixture. The ultimate goal is to create lightweight cement. When the paste has completely cured, lightweight cement is created. Studies show that when the properties of the concrete can be modified by adding admixtures to suit the application of the resulting concrete in the construction industry. Investigations show that Foam Lite concrete cures and reaches the maximum strength in 28 days but can cure and reach the maximum strength in seven days if forced with accelerant. It is recommended to keep the concrete protected and damp for the curing duration to ensure the concrete reaches the maximum strength.
In the manufacturing and production process for lightweight concrete, it is critical to consider the production process of the aggregates used in the manufacture of the concrete as discussed in the next section.
Lightweight aggregates
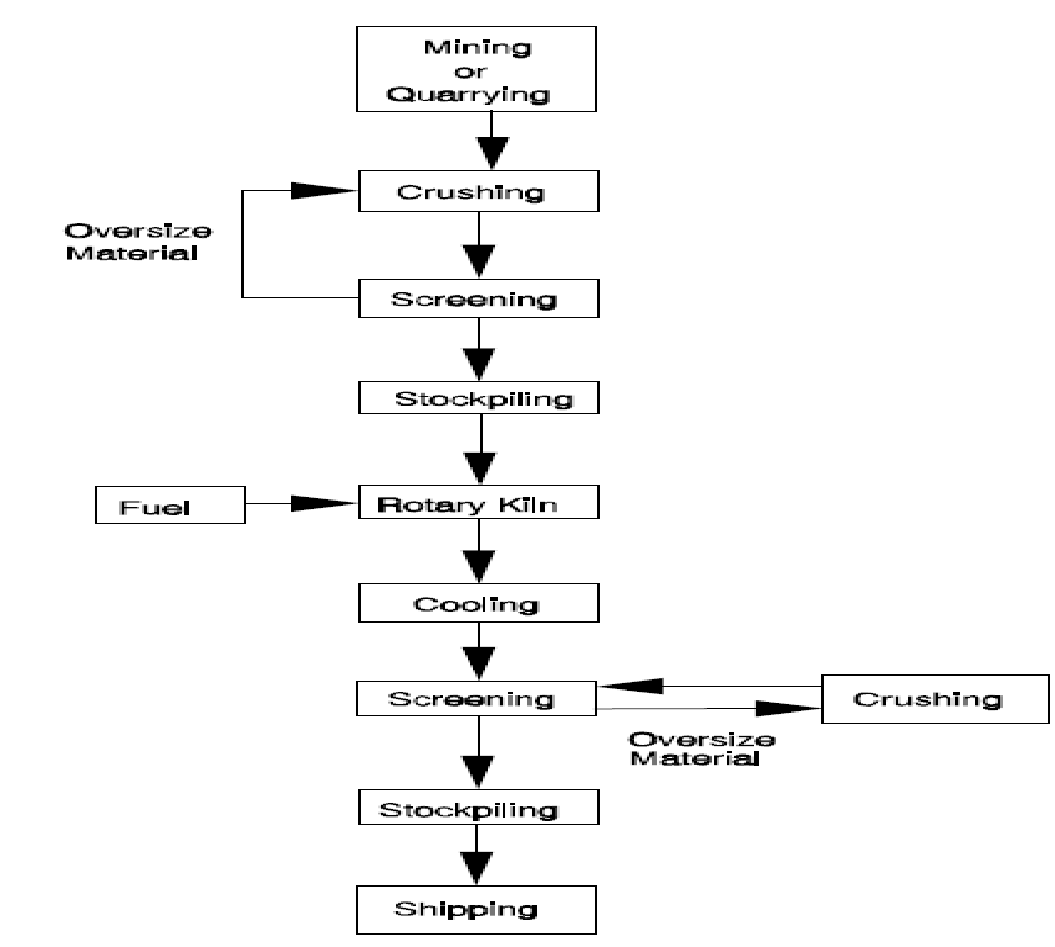
Lightweight aggregates give lightweight concrete the properties that make it suitable for the construction of medium-rise buildings. According to the Standard Industrial Classification (SIC) code, lightweight aggregates code is given as 3295. However, the source of the classification code does not exist. Typically, lightweight aggregates used in the manufacture of lightweight concrete are usually produced from a variety of minerals that include slate, shale, or clay, among other substances. Research has shown that to produce lightweight aggregates, the production process includes expanding the material to twice its initial volume. The resulting material gains properties that are similar to the properties of natural aggregates, which are used to produce lightweight concrete because of the new property they acquire of being lighter in density. An outline in graphical presentation of the production process is illustrated in the diagram below.
The production process of making “lightweight aggregates, which are used in the manufacture and production of lightweight concrete starts with the mining or quarrying of raw materials” (Yingling, Mullings & Gaynor, 1992, P.4). In this case, cone crushers “used to crush the materials into finer aggregates after which it was screened for size” (Yingling, Mullings & Gaynor, 1992 P.4). The process of ensuring correct-sized materials are produced is in place. After the crushed materials have been measured for size, the larger-sized materials are separated and returned back for crushing again. When the material has been crushed to sufficient size, they are then passed through the hoppers to a rotary kiln.
The “rotary kiln which is fired with fuel oil, natural gas, or coal raises the temperature of the crushed material to 1200°C (2200°F) to transform it from solid to liquid“(Yingling, Mullings & Gaynor, 1992, P.9). The carbon compounds in the material are heated to release gaseous substances that eventually cause the material to expand. When the expansion of the material occurs, new and volatile compounds are released from the chemical process that occurs. The “process continues by transferring clinker, using the conveyor belts to the point where the clinker is cooled by air to create a porous material” (Yingling, Mullings & Gaynor, 1992, P.4). The resulting product is again screened for size, crushed if the need arises, packed, and transported to the required destination.
Emissions and Controls
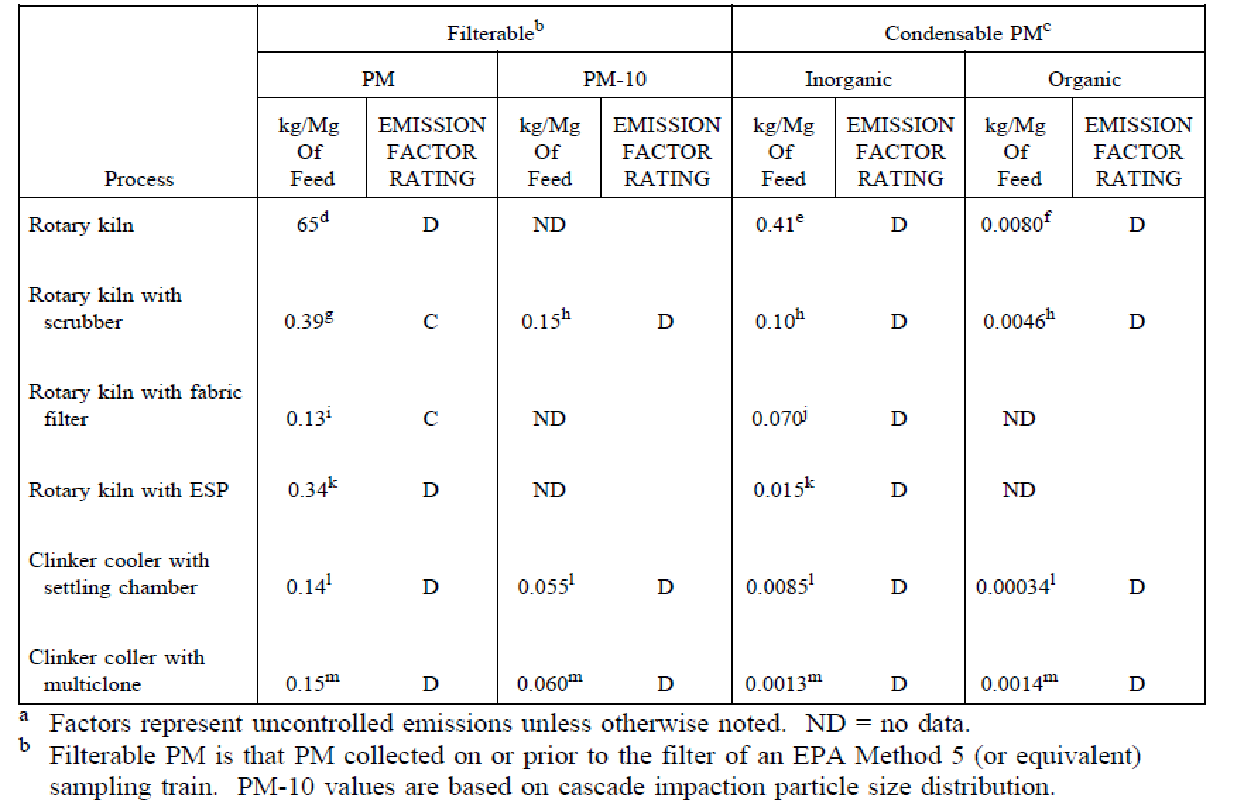
One of the challenges manufacturers of lightweight aggregates face is the emissions produced from the burning substances involved in the production process. The emissions produced in that manner are particulate in nature. The pollutants produced in this way include “sulfur oxides (SOx), nitrogen oxides (NOx), carbon monoxide (CO), carbon dioxide (CO2), and VOCs” (Yingling, Mullings & Gaynor, 1992, P.4). In addition, “Chromium, lead, and chlorides also are emitted from the kilns (Yingling, Mullings & Gaynor, 1992, P.4). The chemical has a strong influence on the environmental pollutants and the resulting effects.
A comprehensive solution to the wastes produced from the production process is to use wet scrubbers to control the level of the emissions from the kiln (Bamforth 1987, p.3). The emission factors are illustrated in the table below.
The Concrete use in medium-rise buildings
The suitability of lightweight concrete for use in medium-rise buildings is based on the advantages that can be realized from the use of concrete. In general, lightweight concrete, as compared with ordinary concrete is that it is structurally strong and is able to maintain its structural stability when exposed to high temperatures (Ke, Beaucour, Ortola, Dumontet & Cabrillac 2009, p.2837). Research shows that lightweight concrete is more stable at higher temperatures and can withstand the heat of up to 20000C. The underlying reasons are low thermal expansion and low thermal conductivity. In addition, lightweight concrete provides effective long-term cost savings depending on the masonry quality of the concrete used and its compliance to the standard specifications according to the Australian building codes. Another benefit resulting from the use of lightweight concrete is its ability to provide a less dead load on the overall structure of a building. The results because of the reductions in the dead loads are cost savings by reducing the number and size of columns, loading elements, and footings.
It is important to note that the decrease in size does not cause a reduction in the structural strength of the building, but because of the improved mechanical properties of the concrete. It results in the reduction of the costs incurred in the construction of the building (Kerkhoff & Siebel 2001, p. 23). Despite the benefits accruing from the use of lightweight concrete in the construction of medium-rise buildings, the concrete has its own disadvantages. According to Kerkhoff and Siebel (2001, p. 59), the disadvantage include the fact highly skilled labor is required to work with the concrete, the concrete does not provide consistent compressive strength, if the foam additive is not well mixed with other aggregates, the resulting concrete does not provide appropriate compressive strength (Ke, Beaucour, Ortola, Dumontet & Cabrillac 2009, p.2839). To address the weaknesses inherent in lightweight concrete, new technologies of mixing the concrete with its aggregates have been developed, which include automated pumping equipment, consistent mixing of water and cement ratio using the new equipment, and accurate methods of mixing the aggregates used to make the concrete (Kerkhoff & Siebel 2001, p. 23; Ke, Beaucour, Ortola, Dumontet & Cabrillac 2009, p.2835).
Lightweight concrete used in the construction of medium-rise buildings must meet the “Standard Specification for Loadbearing Concrete Masonry Units” to be suitable for use in such an application and be in accordance with the “CPCCBC5001B” building codes for medium-rise buildings in Australia. In this case, concrete and its products which include pumice, vermiculate, perlite, or other material used in the production of lightweight concrete are required to have mechanical properties that make the concrete suitable for the construction of medium-rise buildings. The code provides detailed requirements for the performance criteria of lightweight concrete by detailing the nature, and classification for buildings and the requirements on concrete specifications for the structural application (Sturm, McAskill, Burg & Morgan 1999, p.22). The standard provides basic guidelines for compliance requirements in loadbearing capacity, and weight per each specified measurement.
In this case, the suitability of the materials should be based on evidence as outlined in the buildings code of Australia. Evidence in this case implies the suitability of the material in meeting the meeting performance specifications for use in the construction of medium-rise buildings. The evidence consists of a report provided by the Registered Testing Authority confirming the submission of the material to the testing authority and a certificate of accreditation or certificate of conformity. In addition, a professional engineer should provide a certificate that the material is in compliance with the housing provisions, and relevance to the specifications, the certificate for compliance of the lightweight concrete to the SSL Product Listing Data Sheet, and documentary evidence that shows the conformity of the lightweight concrete to the standards (Almusallam 1997 p.23).
The building elements in this case the lightweight concrete must comply with construction methods determined in accordance with the outlined Specification A 2.3 of BCA Volume One.
The main specialty of lightweight concrete that makes it suitable for medium-light construction is its low thermal conductivity and density which is 300 kg/m3 up to 1840 kg/m3; 87 to 23%. It has an ‘in-place’ density that is lower than normal concrete, basically because it is made from lightweight coarse aggregates, which at times is completely lightweight (Sturm, McAskill, Burg & Morgan 1999, p.22). The low density makes lightweight concrete buildings support low dead loads, leading to faster construction rates, low handling requirements, and low haulage costs. Here, “lightweight concrete does not form laitance layers and cement films but maintains large voids when put in use” (Sturm, McAskill, Burg & Morgan 1999, p.8). To ensure that the appropriate strength of the concrete is created and used in the construction process, the water-cement ratio must be maintained as per standard requirements (Sturm, McAskill, Burg & Morgan 1999, p.8). The rationale for using “lightweight concrete is because it enables structural designers of medium-rise buildings to reduce the size of load-bearing elements, columns, footings, and create a structure that has a similar strength to normal concrete” (Sturm, McAskill, Burg & Morgan 1999, p.8). In addition, when lightweight concrete is used in the construction of structures, research has shown that the resulting structures provide a more efficient strength-to-weight ratio in medium-rise structures.
Types of lightweight concrete
Lightweight concrete exists in different forms. One type discussed below is the Autoclaved Aerated Concrete (AAC) lightweight concrete.
Autoclaved Aerated Concrete (AAC)
Autoclaved Aerated Concrete (AAC) is a type of lightweight concrete that is made from cement, lime, silica, and water. The resulting mixture is then aerated by using an expander as an agent with small amounts of aluminum paste and the mixture is poured into a very large container allowing the mixture to start to expand by reacting with the other elements in a chemical reaction that produces a mixture to form small, finely‐dispersed air bubbles. The molds that are formed in this way are taken and procured in a heated room for a number of hours before they are transported in the semi-solid form to a cutting machine which is then cut into appropriate sizes before they are steamed for 12 hours to make the blocks develop the properties and conform to the standard requirements as shown in the figure below.

One of the types of lightweight concretes made in Australia and distributed under the agreement is Nasahi’s 50mm AAC Loxo® panel made from lightweight concrete. The product can be used for construction purposes and has the properties tabulated below.
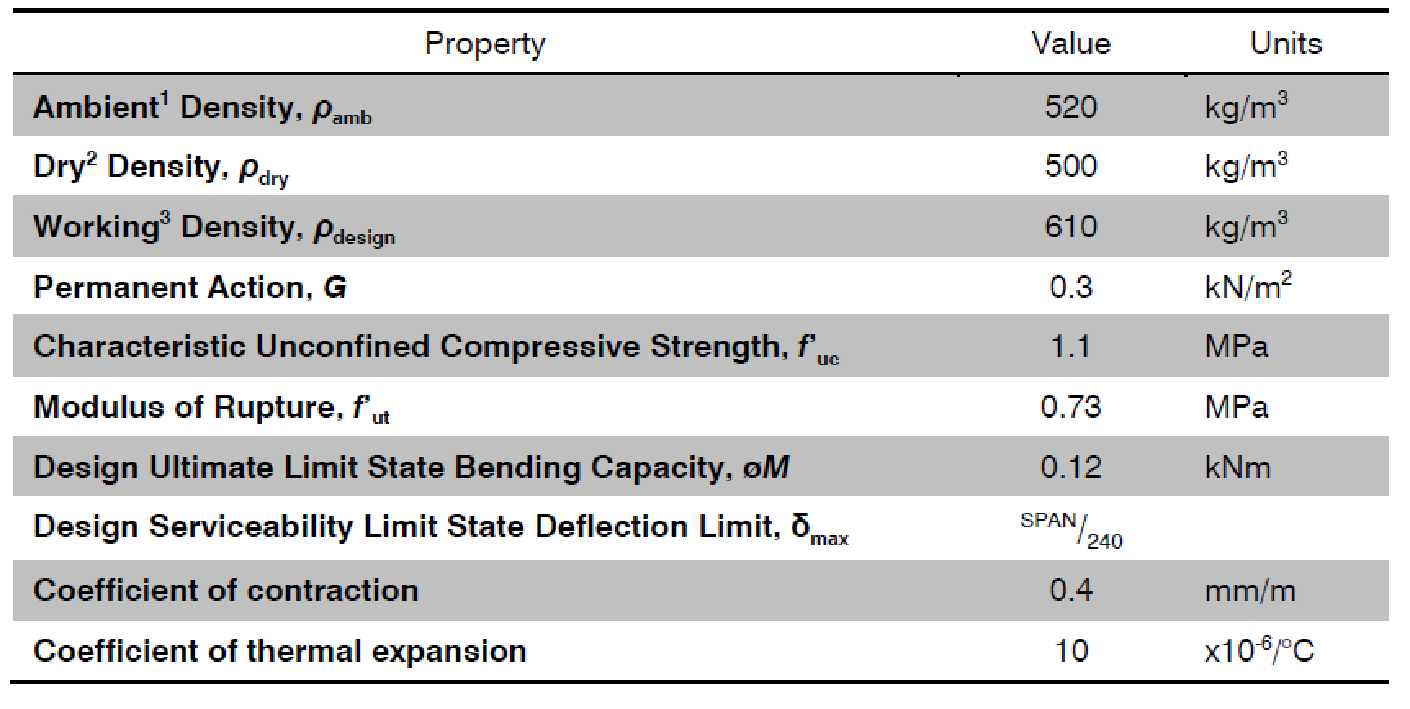
The lightweight panels of concrete are used as shown in the construction industry.
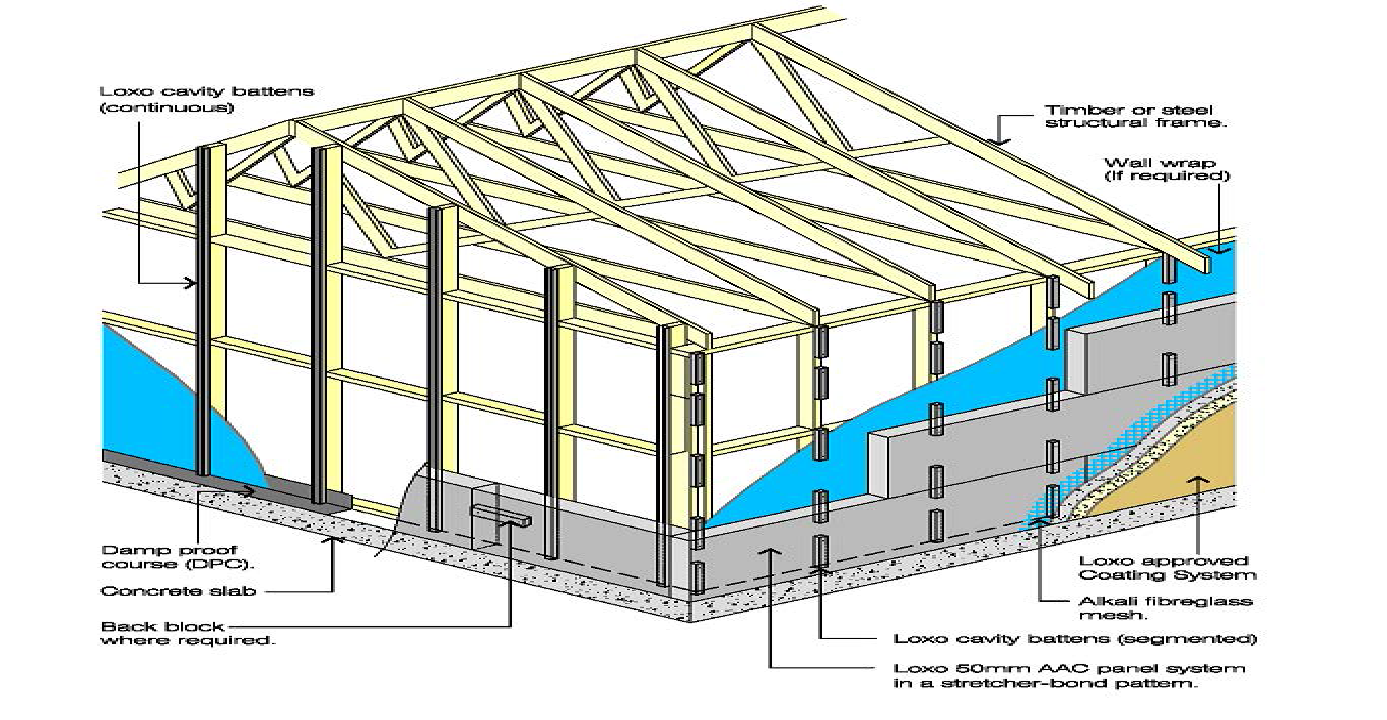
In the above construction, it is crucial to note that the loads have been transferred to the frames from the panels, showing that the weight to be lying on the frame which is the structural component of the building. In addition, the lightweight concrete The Loxo® 50mm Panel having a mass of 28 kg/m2 is supported at the base of the structure allowing for only 4 kg.m2 of coating (Ghobarah & Said 2001, p.27). One of the benefits gained from the use of the Loxo® Panel System lightweight concrete is the ability to prevent the penetration of moisture and ability to dissipate excess moisture in compliance with the building codes. The design principles in this case have been followed to the detail making the concrete develop the desired properties that make it suitable for building purposes. Other benefits include ire resistance as discussed elsewhere in this paper, energy efficiency, and effective insulating characteristics.
Method of Installation
The installation process of lightweight concrete is discussed in this section.
One of the practical applications of the lightweight concrete Loxo® Panel System is in the building industry. Investigations on the installation process provide a practical example on how lightweight concrete can be installed. The panel layout guideline is shown in the diagram below.
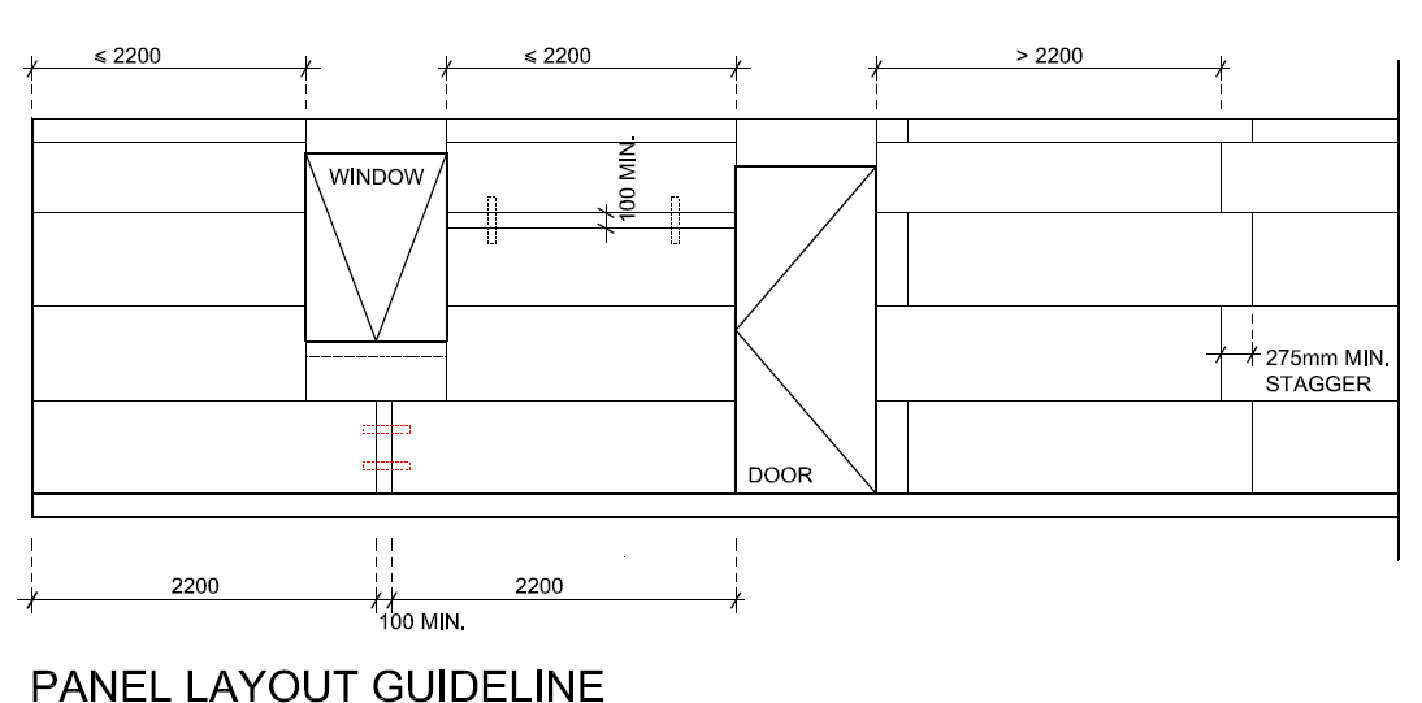
Once the layout has been put on paper, it is important to proceed as shown below.
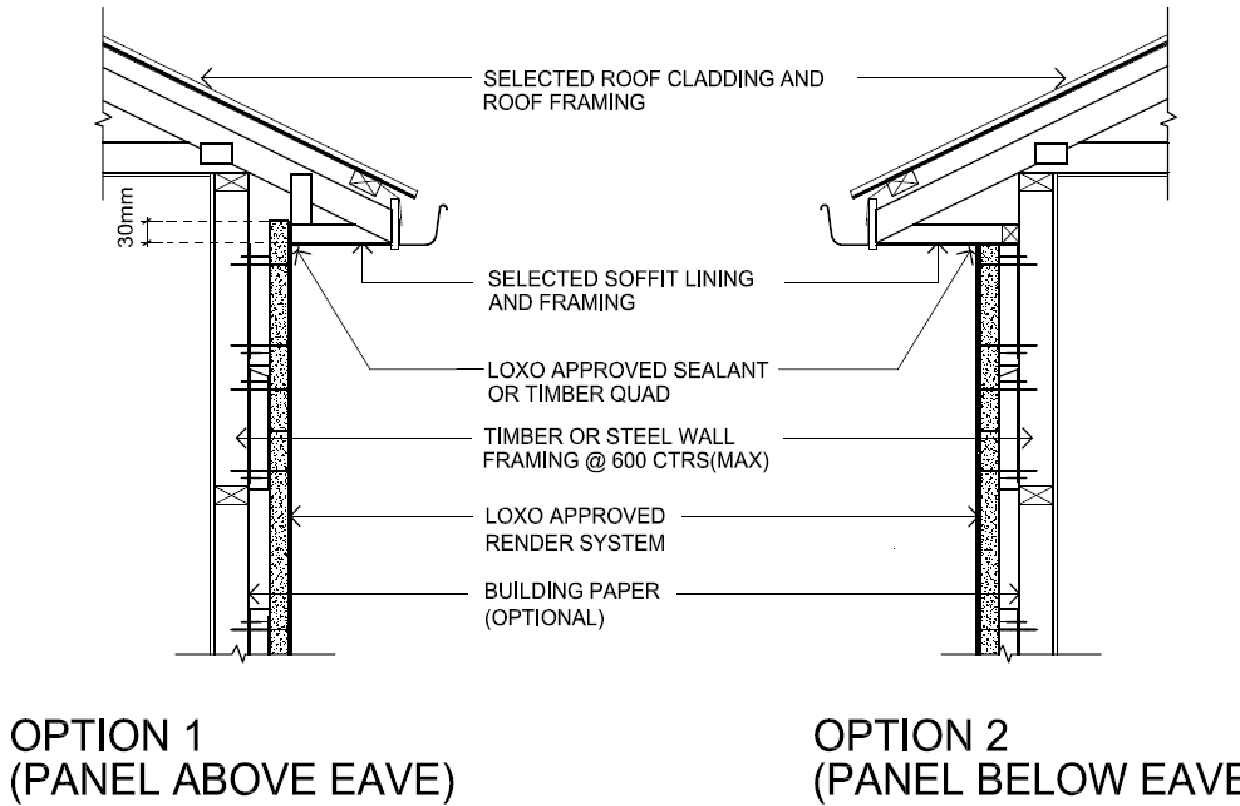
The options on how to install the panels are shown in the following diagram.
The Treatment Processes for Lightweight Concrete
A study on the treatment process of lightweight concrete was done by Banta (2005, p.27). In the study, treatments ranging from keyed surfaces, chipped surfaces, and deformed surfaces were done to determine the effects on the strengths of the lightweight concrete. The purpose of the treatment process for the lightweight concrete is to make it suitable to meet practical demands. Involved in the treatment procedure is the surface layer compacting and preparation process, creating required grooves to accommodate certain features required when installing the concrete, and application of surface reinforcing granules. To prevent the concrete slaps from adhering to the surface of each other during the steaming phase, a material such as sand can be applied on the surface as a countermeasure.
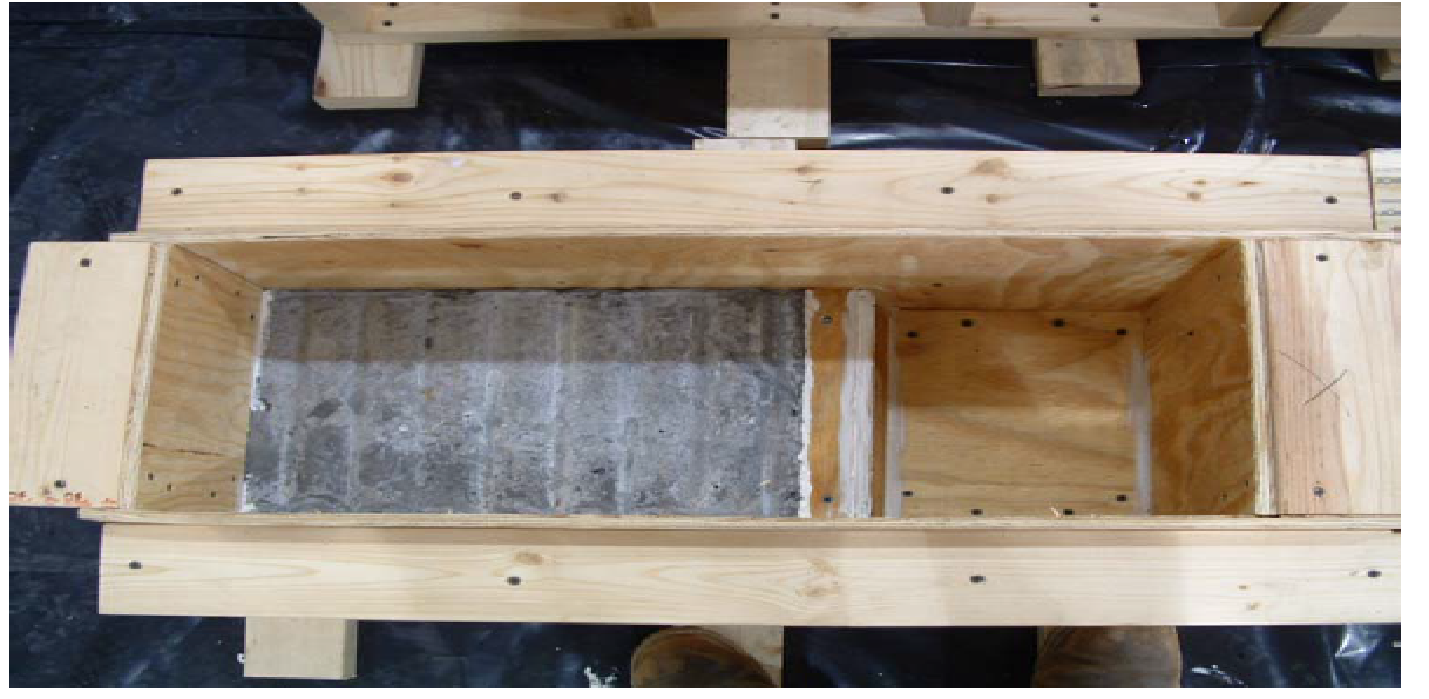
The following picture shows the keyed surface treatment.

The following picture shows the deformed surface treatment.
The treatment particularly for the chipped surface exposes the steel fiber and increases the surface deformation throughout the block. The treatment process makes the blocks allow chemical and mechanical bonding to take place between the beam and the slab concrete. The results from the study conducted by Banta (2005, p.35-80) showed that lightweight concrete cannot accommodate horizontal shearing forces on smooth surfaces, but can accommodate a significant amount of force when reinforced with steel. In addition, the study showed that the maximum load the concrete can accommodate before giving in to weight is in the ratio of 1.5.
Environmental Challenges
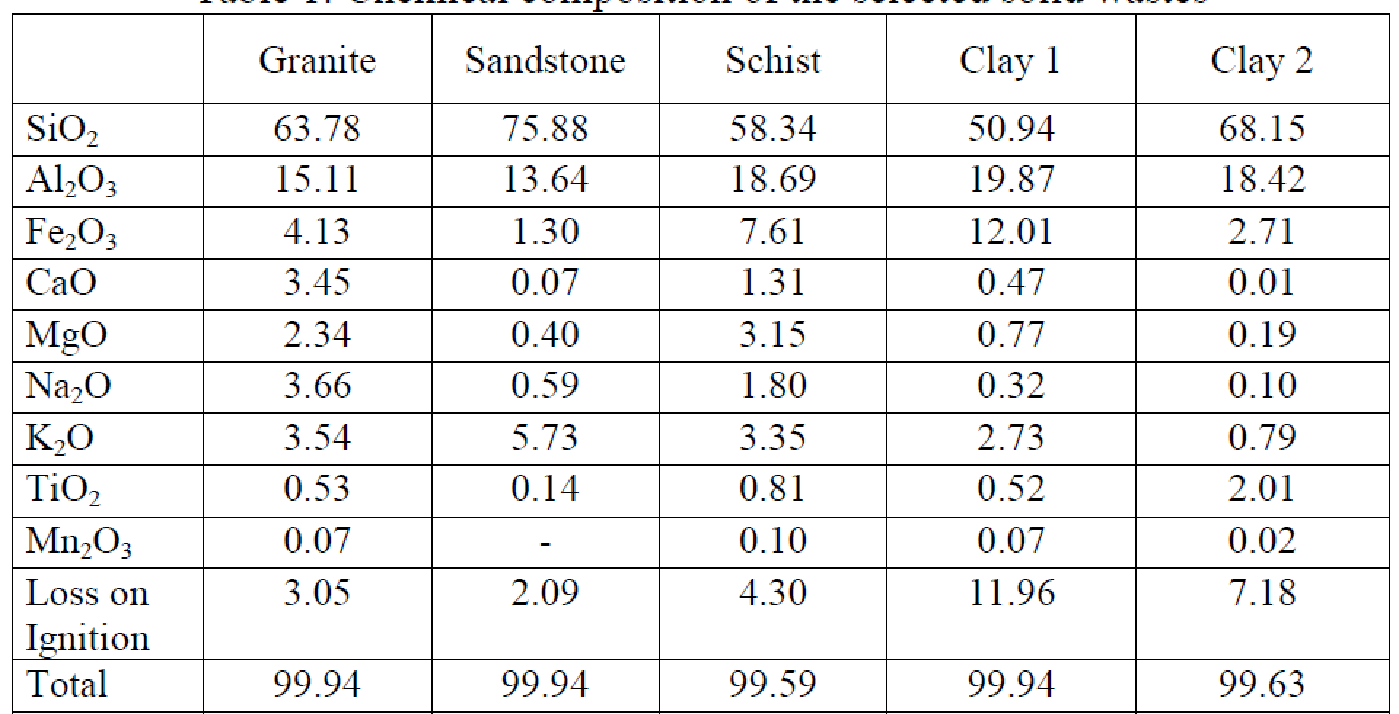
The use of lightweight concrete has been shown to present a number of environmental challenges to cope with. The challenges and problems range from the production site to the installation and use of the lightweight weight concrete during the construction process. Among the problems include the solid waste materials which result from the production and use of lightweight concrete. Some of the solid wastes include cement that is used for the stabilization of the concrete and the wastes from the aggregates used to make the concrete. A table of the chemical composition of the wastes is shown below.
One of the most serious issues to consider in this case is the production of CO2. The production of CO2 is continuous and occurs as the production process continues. In addition, the chemical listed above can easily find their way into the environment causing serious health and environmental problems. The impact of CO2 gas is the well-known problem of global warming. One of the solutions to address the problem of CO2 emissions is the increasing the production efficiency and eliminating carbon producing methods and opting for the less carbon producing methods.
The emission of Nitrous oxide is another problem that the production of lightweight concrete contributes to the environments. Nitrous oxide contributes to the production of ozone gas which has detrimental effects on the environment. One of the solutions provided to address the problem is putting in place a method of the reduction of Nitrous oxide by controlling the temperature during the production process of the lightweight concrete.
Applications of Lightweight Concrete
Some of the areas where lightweight concrete has been applied include medium-rise and tall buildings. In addition, lightweight concrete can be used in the construction of bridges, in marine works, concrete in precast, and in the construction of bridges (Chandra & Berntsson 2002, p.12-20). The benefits gained from the use of lightweight concrete include cast-in-site capabilities, monolithic construction elements, low thermal conductivity, and simple construction details. The advantage with precast concrete is that they provide a cost effective especially where. In addition, the light weight factor makes the concrete suitable for use in complex shapes and buildings using the conventional methods of transportation and movement (Ashour 2000, p.2). Other applications are in the use of bomb proof buildings. The rationale for use in such buildings is that the concrete is the shock resistant and thermal properties of the concrete (Chandra & Berntsson 2002, p.18-20).
Handling of the lightweight concrete
According to Gustavo, Parra, Sean and Shih-Ho (2005 p.30), lightweight concrete which is used in the construction of medium-rise buildings needs proper handling. The process of handling the concrete depends on the treatment done on the concrete by the supplier prior to being taken to the construction site. One of the most important issues to consider is whether the concrete had been pre-wetted by the manufacturer (Gustavo, Parra, Sean & Shih-Ho 2005 p.34). If sufficiently pre-wetted by the manufacturer, the treatment processes are similar to normal concrete, but if the pre-wetting was not done by the manufacturer, there is need to evaluate the concrete and undertake sufficient wetting (Chandra & Berntsson 2002, p.20-20).
Placement
Placement should be done according to specifications and the conditions prevailing in the site where the concrete is to be used should be put into consideration during the process (Gustavo, Parra. Sean & Shih-Ho 2005 p.34). Conventional methods in use can be used for lightweight concrete, e.g. using cranes, pumps, and chutes. It is important to note that lightweight concrete can be pumped. When the concrete is to be pumped, then the manufacturer should provide appropriate instructions on the pumping procedures and requirements (Ghobarah & Said 2001, p.27). When pumping is considered to be the main method of delivery, then the concrete needs to be pre-wetted according to specifications and the pump enables the mix water to penetrate into the cells of the lightweight aggregates used in the production of the lightweight concrete. There are no problems encountered if the concrete is well prepared before it is delivered for use.
Consolidation
Strong vibrations should not be applied on the lightweight concrete to enable the aggregates not to gravitate to the top of the paste (Ghobarah & Said 2001, p.23).
References
Abor, A, Ferrier ,E., Jacquelin, E & Hamelin, P 2006, Analysis and modelling of the in-plane shear behaviour of hollow brick masonry panels’, Construction and Building Materials, vol. 20, no.1, pp. 308–321.
Almusallam, TH 1997, “Analytical Prediction of Flexural Behaviour of Concrete Beams Reinforced with FRP Bars,” Journal of Rheology, vol. 31, no. 7, pp. 640-657.
Al-Sibahy, A F H, 2012, Thermo-Mechanical Behaviour of A Novel Lightweight Concrete and Its Application In Masonry Walls. Web.
Ashour, S A 2000, “Effect of Compressive Strength and Tensile Reinforcement Ratio on Flexural Behaviour of High-Strength Concrete Beams,” Engineering Structures Journal, vol. 22, no. 5, pp. 413-423. 2003, Web.
Bamforth, P B 1987, “The properties of high strength lightweight concrete,” Concrete vol. 21, no. 4, pp. 8-9.
Banta, T E 2005, Horizontal Shear Transfer between Ultra High Performance Concrete and Lightweight Concrete, Web.
Barbhuiya, S A, Gbagbo, J K, Russell, MI & Basheer, PAM 2009, Properties of fly ash concrete modified with hydrated lime and silica fume, Construction and Building Materials, vol. 23, no.2, pp.3233-3239.
Bentz, DP, Pietro, L & Roberts, J W 2005, Mixture proportioning for internal curing. Concrete International, vol. 27, no. 2 pp. 35-40.
Chandra, S & Berntsson, L 2002, “Lightweight Aggregate Concrete – Science, Technology, and Applications,”, Noyes Publications, vol. 1, no.1, pp.234.
Ganesh K & Dinakar P 2006, Strength efficiency of metakaolin in concrete. Structural Concrete, vol. 7, no. 1, pp. 27–31.
Ghobarah, A & Said, A 2001, “Seismic Rehabilitation of Beam-Column Joints Using FRP Laminates,” Journal of Earthquake Engineering, 2001, Vol. 5, No. 1, PP. 113-129.
Green, S M F 2009, High Performance Lightweight Pumice Aggregate Concrete, in Department of Civil and Environmental Engineering. The University of Auckland: Auckland, vol.1, no.3, pp.183.
Gustavo, J, Parra, M, Sean, W P & Shih-Ho C 2005, “Highly Damage-Tolerant Beam-Column Joints Through Use of High-Performance Fiber-Reinforced Cement Composites,” ACI Structural Journal, PP. 487-495.
Hossain, K M A 2008, Bond characteristics of plain and deformed bars in lightweight pumice concrete. Construction and Building Materials, vol. 22, no. 7, p. 1491-1499.
Ismail, Z & Al-Hashmi, E 2009, Recycling of waste glass as a partial replacement for fine aggregate in concrete. Waste Management, vol. 1, no.3, pp.29655–29659.
Jensen, O M & Hansen, P F 2001, Water-entrained cement-based materials: I. Principles and theoretical background. Cement and Concrete Research, vol.31, no. 4, pp. 647-654.
Jones, M R & McCarthy, A 2005, ‘Utilizing unprocessed low-lime coal fly ash in foamed concrete’, Fuel, vol.1, no. 84, pp.1398-1409.
Khatib, Z K & Bayomy, F M, 1999, “Rubber Portland Cement Concrete,” Journal of Materials in Civil Engineering, vol.11, no. 3, pp. 206-213.
Ke, Y, Beaucour, A L, Ortola S, Dumontet, H & Cabrillac, R 2009, Influence of volume fraction and characteristics of lightweight aggregates on the mechanical properties of concrete. Construction and Building Materials, vol. 23, no. 8, pp. 2821–2828.
Kerkhoff, B & Siebel, E 2001, “Properties of Concrete with Recycled Aggregates (Part 2),” Beton 2/2001, Verlag Bau + Technik, vol.1, no.1, pp. 105-108.
Kim, YJ, Choi, Y W & Lachemi, M 2010, Characteristics of self-consolidating concrete using two types of lightweight coarse aggregates. Journal of Construction and Building Materials, vol. 24, no.1, pp.3.
Kovler, K & Jensen, OM 2005, Novel Techniques for Concrete Curing. Concrete International, vol. 27, no. 9, p p. 39-42.
Limbachiya, M C 2009, ‘Bulk engineering and durability properties of washed glass sand concrete’,Construction and Building Materials, vol. 23, no.1, pp.1078–1083.
Long, A E, Basheer, PAM & Montgomery, FR n.d, “In-site permeability testing: A basis for service life prediction,” Proceeding of the Third CANMET/ACI International Symposium, vol. 171, no.2, pp. 651-670.
Maraghechi, A, Shafaatian, S M H, Fischer, G & Rajabipour, F 2012, The role of residual cracks on alkali silica reactivity of recycled glass aggregates. Cement and Concrete Composites, vol.1, no.3, pp. 34:41–47.
Mindess, S, Young, J F & Darwin, D 2002, Concrete. 2nd ed., Prentice Hall, Upper Saddle River.
Mouli, M & Khelafi, H 2008, Performance Characteristics of lightweight aggregates concrete containing natural pozzolan. Building and Environment, vol.1, no.2, pp. 43, 31-36.
Noordin, M N 2000, Development of a lightweight concrete wall panel system, Peacock Publishers, Chicago.
Paulo, C, Ana L V & Fernando, R 2010, Effect of Portuguese metakaolin on the hydrauliclime concrete using different curing conditions. Construction and Building Materials, vol.24, no.2, pp. 71–78.
Rossignolo, J A, Agnesini, M V C & Morais, J A, 2003, Properties of high-performance lwac for precast structures with brazilian lightweight aggregates. Cement and Concrete Composites, vol. 25, no.2, pp. 77–82.
Sandoval, C, Roca, P, Bernat, E & Gil, L 2011, Testing and numerical modelling of buckling failure of masonry walls. Construction and Building Materials,vol. 25, no. 12, pp. 4394–4402.
Shilstone, J M 1994, “Changes in Concrete Aggregate Standards,” The Construction Specifier, vol.2, no.2, pp. 119-128.
Singh, TS, Pant & Pant, K K 2006, “Solidification/stabilization of arsenic containing solid wastes using portland cement, fly ash and polymeric materials”, Journal of Hazardous Materials, vol.131, pp.29-36.
Sturm, R D, McAskill, N, Burg, R G & Morgan, D R 1999, “Evaluation of Lightweight Concrete Performance in 55 to 80 Year Old Ships,” ACI SP189 High-Performance Concrete: Research to Practice, vol.2, no.2, pp.23.
The History of Concrete n.d, Web.
Tommy, Y.L, Tang, W C & Cui HZ 2007, The effects of aggregate properties on lightweight concrete. Construction and Building Materials, vol.1, no.2, pp. 142:3025–3029.
Valum, R, Nilsskog, J E 1999, “Production and Quality Control of High Performance Lightweight Concrete for the Raftsundet Bridge”. 5th International Symposium on Utilization of High Strength/High Performance Concrete, vol.1, no.2, pp.20-24.
Valum, R S 1995, “Production, Construction and Quality Control of High Performance LWA Concrete for Marine and Other Severe Exposure Environments”, Structural Lightweight Aggregate (LWA) Concrete Summit, vol.1, no.3, pp.22-29.
Videla, C 2000, Mixture proportioning methodology for structural sand-lightweight concrete, Cement and Concrete Research, vol. 97, no. 8, pp. 281-289.
Yingling, J, Mullings, G M & Gaynor, R D 1992, “Loss of Air Content in Pumped Concrete,” Concrete International, vol. 14, no. 10, pp. 57-61.
Young, JF, Mindess, S, Gray, RJ & Bentur, A 1998, The Science and Technology of Civil Engineering Materials, Prentice Hall, New York.
Zia, P, Leming, M L, Ahmad, S H, Schemmel, JJ, Elliott, RP & Naaman, A E 1993,
Mechanical Behavior of High Performance Concretes. Summary Report. SHRP-C-361. Strategic Highway Research Program, vol.1, no.1, pp.34.